Réflexions sur la réalisation
|
Philippe Viboud
Audiophile n° 26, décembre 1982

Photo 4 . Percement des pré-trous. Le montage permet un travail
précis, rapide et bien perpendiculaire. Noter aussi la possibilité
du réglage de la profondeur de perçage.

Photo 5. Vis 4 x 40 avec avant-trou de 03 mm. Remarquer, sur la moitié gauche, que la vis n'a pas mordu le bois très profondément. Noter aussi la vis cassée sous la tète, ceci étant dû à un vissage trop rapide...

Photo 6. Vis 5 x 50 avec avant-trou de 03 mm. Là, par contre, l'empreinte est bien meilleure: on est assuré que la vis remplira bien sa fonction.
Montage des renforts sur les faces supérieure et inférieure.
Ces dernières sont formées chacune d'une plaque de 800 x 550 et de deux renforts de 350 x 100. Comme il a été déjà précisé, la profondeur peut varier si le fond est en applique, mortaisé ou intégré. L'important est de respecter la profondeur interne de 525 mm depuis la surface antérieure de la face avant. Il est utile de tracer au crayon tous les emplacements des divers éléments (renforts, vis) afin d'aller assez vite des que les pièces sont encollées. Une fois en place et enduits de colle sur toute la surface en une très mince couche uniforme, les renforts sont stabilisés avec des serre-joints. Ceux-ci ne sont souvent pas assez longs au niveau des mors pour atteindre le centre des panneaux. li faut alors utiliser des tasseaux de montage. Vient alors le vissage des renforts. Il existe, là aussi, un petit problème. Comme nous l'avons dit, les avant-trous sont importants et doivent être faits dans ce cas avec des mèches de 2 mm de diamètre (vis de 4 x 40). D'autre part la longueur de ce perçage doit être égal à la longueur de la vis soit ici 40 mm, or il est difficile de trouver des mèches de si faible diamètre permettant une telle longueur de pénétration. Les mèches ne sont alors enfoncées que de 10 mm dans les mors de la perceuse et de ce fait, assez fragilisées. Il faut donc faire attention de ne pas bouger quand on perce afin de ne pas entraîner un porte-à-faux cassant la mèche dans le trou. Ceci est d'autant plus critique que le bois est très dur et que chaque trou met à rude épreuve le matériel: il y a un échauffement assez important qui demande tous les deux ou trois trous d'enduire la mèche d'huile de forage. Une fois tous perces bien perpendiculaires, ces trous borgnes sont alors chanfreinés à l'aide de la fraise (cf. photo 7).
La mise en place des vis est amorcée au tournevis. Avec la visseuse, il faut bien prendre le coup pour les enfoncer doucement, mais d'une seule traite. La vitesse de rotation du moteur est fondamentale: d'autre part, il faut tenir la perceuse bien perpendiculaire pour que la tète cruciforme morde bien la tête de vis. Enfoncer en appuyant sur la perceuse afin d'éviter au tournevis de déraper, ce qui abîme très vite la vis et la rend irrécupérable. Avec le Nantex et ce genre de vis, il ne faut pas compter sur une grosse marge d'erreur: une vis mal enfoncée reste comme elle est, on ne rattrape pas ce genre de maladresse. Mais on a très vite fait d'acquérir la méthode... D'autre part, les vis 5 x 50 sont beaucoup moins critiques, la prise est nettement plus sûre. Les serre-joints en place ne permettent pas toujours de planter toutes les vis en une seule fois. Ceci n'est pas grave. Il faut toujours s'arranger pour les placer de façon à pouvoir enfoncer au minimum trois ou quatre vis fondamentales pour la tenue (extrémités et centre). Après on peut tranquillement visser le reste, la pièce étant déjà fortement ancrée.
Ces quatre premiers éléments finis, on a déjà acquis une petite expérience avant d'attaquer des pièces plus complexes.
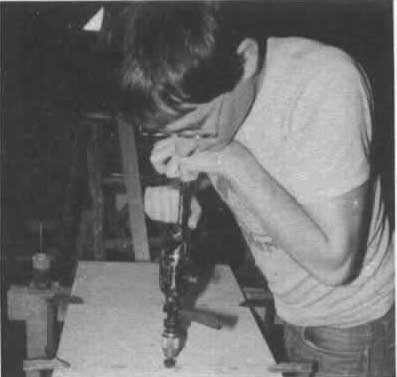
Photo 7: Alésage des avant-trous. Il peut s'effectuer facilement a la main si l'alésoir est bien affûté.

Photo 8: Vissage à l'aide d'une perceuse à vitesse variant
progressivement avec la pression du doigt sur la gâchette. Tout
le succès réside dans cette maîtrise!
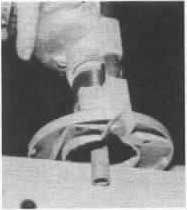
Photo 9: Ajustage avec une fraise. Ce matériel ne fait qu'un travail grossier et de ce fait doit être employé avec prudence. Il est en particulier difficile de faire des passes régulières...

Photo 10: Repérage de tous les éléments constitutifs: le travail méthodique est important pour minimiser les risques d'erreurs.
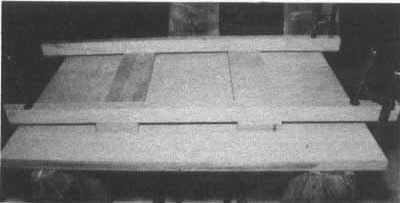
Photo 11 . Mise en place des renforts. A noter
que lors du montage, il a été utilisé deux autres
serre-joints au centre afin d 'assurer une pression plus uniforme.